新闻中心
news
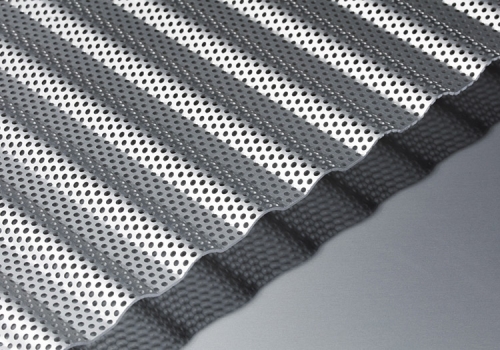
铝瓦楞板在辊压冷弯成各种波形时,如何控制其波形的精确度和一致性?
发布日期:2024-07-19 作者: 点击:
铝瓦楞板在辊压冷弯成各种波形时,控制其波形的精确度和一致性是一个关键的工艺过程,这涉及到多个方面的因素和技术手段。以下是一些主要的控制方法:
一、辊压设备的设计与调整
辊型设计与配置:
辊型的设计是确保波形精确度的基础。辊型应根据所需的波形形状、尺寸和精度进行精确设计,确保在辊压过程中能够形成稳定的波形。
辊型的配置应考虑轧辊研磨、辊型调整是否简易等条件,在保证产品质量的前提下,根据具体情况来确定。例如,在四重冷轧机中,工作辊可能带有凸度,而支持辊为圆柱形,凸度应根据需要合理分配在上、下工作辊上。
设备精度与稳定性:
冷弯成型机一般由多道水平辊机架和矫直辊机架组成,按型材成型要求配置不同辅助变形辊和立辊。设备的精度和稳定性直接影响到波形的精确度和一致性。
需要定期对设备进行维护和校准,确保各部件的精度和位置关系符合设计要求。
二、工艺参数的控制
轧制速度与张力:
轧制速度和张力是影响波形精确度和一致性的重要因素。轧制速度应适中,过快或过慢都可能导致波形不稳定。
张力应根据材料的塑性和边部状态进行调整,一般取单位张力为该道次轧件屈服强度的50%~60%。随着轧制道次增加,各道次应选定的单位张力值也要相应增加。
压下量与弯曲角:
压下量是指轧辊对带材的压缩量,它直接影响到波形的深度和形状。压下量应根据所需的波形尺寸和精度进行调整。
弯曲角是指带材在辊压过程中形成的角度,它决定了波形的形状和一致性。弯曲角的大小和位置应根据辊型设计和工艺要求进行精确控制。
三、板形控制技术的应用
液压弯辊装置:
在轧制过程中出现波浪时,可以利用液压弯辊装置对轧辊进行弯曲控制,以消除波浪并改善板形。这种方法可以迅速而有效地调整辊型,提高波形的精确度和一致性。
板型仪与自动控制系统:
现代化的冷轧机装有板型仪和自动控制系统,通过微型电子计算机将液压弯辊、轧辊倾斜、轧制力、冷却剂以及张力等联结起来形成闭环控制。这种系统可以实时监测带材的板形变化,并自动调整工艺参数以维持波形的精确度和一致性。
四、原材料的选用与处理
材质与尺寸:
原材料的材质和尺寸是影响波形精确度和一致性的关键因素。应根据具体产品要求选用合适的材质和尺寸,并确保原材料的质量稳定可靠。
坯料尺寸应精确计算并严格控制,以确保在辊压过程中能够形成稳定的波形。
表面处理:
在辊压前应对原材料进行表面处理,如除油、除锈等,以确保带材表面干净无杂质。这有助于提高辊压过程中的摩擦系数和波形质量。
综上所述,控制铝瓦楞板在辊压冷弯成各种波形时的精确度和一致性需要从辊压设备的设计与调整、工艺参数的控制、板形控制技术的应用以及原材料的选用与处理等多个方面入手。通过综合运用这些技术手段和方法,可以确保铝瓦楞板波形的精确度和一致性达到设计要求。